Vi använder cookies för att göra din upplevelse bättre. För att följa det nya direktivet om e-integritet, behöver vi be om ditt medgivande att sätta cookies. Läs mer.
C6 THCN-3,5 100B I=65 ER32
Art Nr
3793.3561
Vinkelhuvud, automatisk verktygsväxling, CAPTO C6, fast 90°, ER32
| Leverantör | Alberti |
|---|---|
| Infästning | Automatisk verktygsväxling |
| Kona | CAPTO C6 |
| Val av verktyg | Fast 90° |
| Utgående hylsa | ER32 |
| Hylsa | ER-32 |
| Utväxling | 1:1 |
| Max | 1250 |
| Vridmoment | 50 |
| Rpm | 8000 |
| L (mm) | 181 |
| Vikt (kg) | 12 |
| S | 38 |
| I | 80 |
| Leverantörens artikelnr | TH90cn-3,5.C6 |
C6 THCN-3,5 100B I=65 ER32 Har förpackningsstorlek 1 st
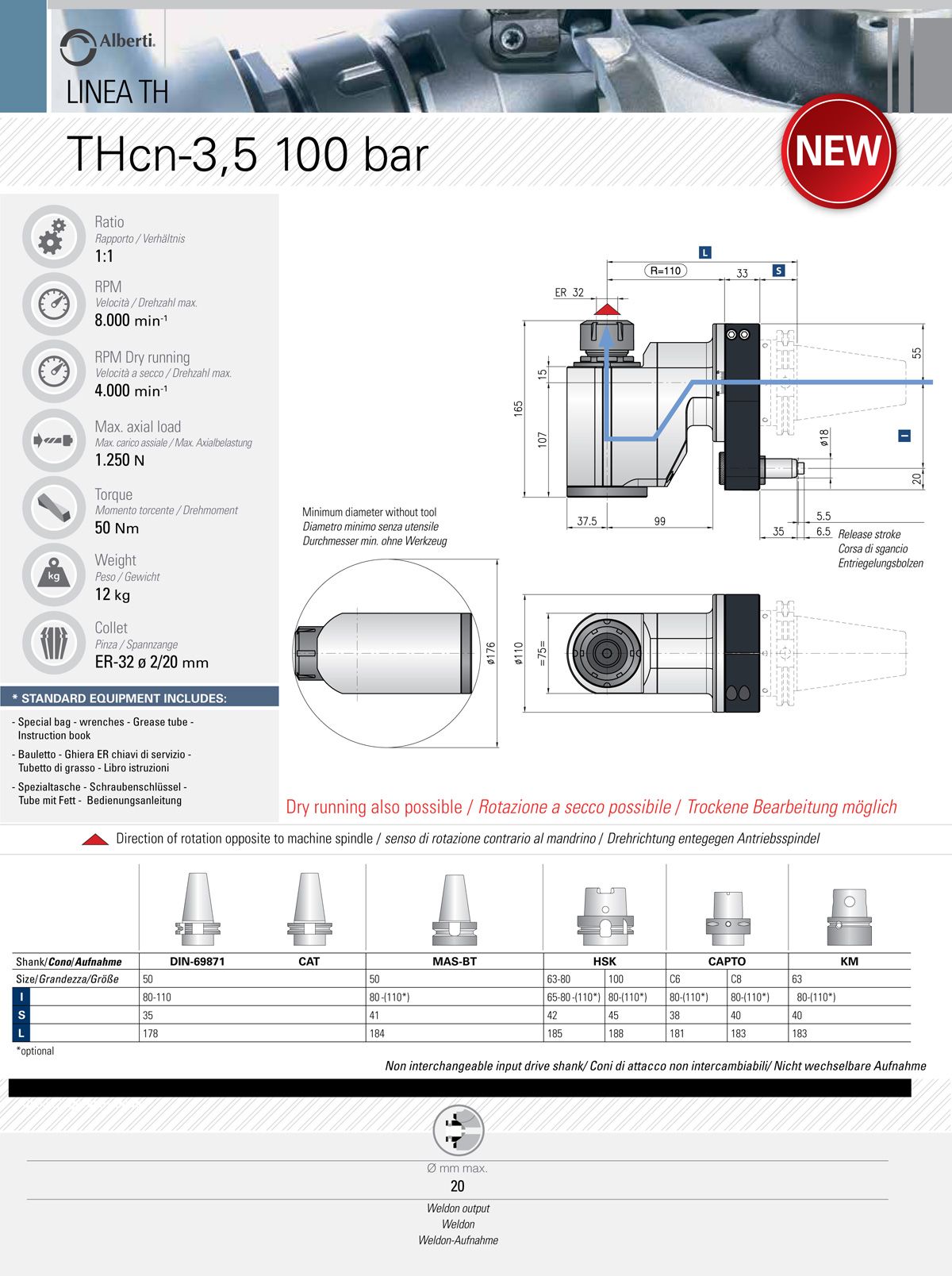
Nyutvecklat Vinkelhuvud High Performance för automatisk verktygsväxling med utgående verktygshållare ER32.
Unik tätning möjliggör 100 BARs kyltryck och spindelhastighet 8000 rpm . Klarar även torrbearbetning!
Kroppen är vridbar 360° runt sin egen axel och indexering sker med hjälp av läppade ytor på kroppens sida.
Som tillbehör finns förlängare som monteras mellan huvudet och anslutningsflänsen.
Drivaxel:
Integrerad drivaxel/verktygskona, komplett slipad och balanserad till G6,3 ökar radiell stabilitet med 25 % jämfört med delad lösning
Kropp:
Tillverkad av segjärngjutgods GS-600 (GGG60)- samma material som används till bäddar för verktygsmaskiner.
– Mycket god vibrationsdämpning
– Mycket bra termisk/dimensions stabilitet
Fördelar: Behåller noggrannhet samt rätt lagertryck även vid tuffare bearbetning.
Lager och lagerlägen:
Lagerlägen för både drivaxel och chuckaxel är slipade för bästa precision.
– Alla axlar stöds av 2 eller 3 par vinkelkontaktlager (ABEC7/9).
Fördelar: Vinkelkontaktlager tar bra upp både radiella och axiella krafter.
Drev:
Albertis verktyg använder spiralvridna drev tillverkade av högkvalitativt stål.
– Dreven slipas och poleras parvis med ytfinhet 0,01 Ra.
– Dreven har alltid mer än en tand i ingrepp.
Fördelar: Kraftigt minskade vibrationer, mycket låg friktion och bästa kraftöverföring.
Axlar
Både chuckaxel och drivaxel tillverkas av material 18NiCrM05 - utan bly.
– Axlarna är sätthärdade och värmebehandlade.
Fördel: Att Alberti använder material utan bly beror på att bly visserligen underlättar bearbetning innan värmebehandling men minskar också materialets styrka med upp till 50 % . Då axlarna kan utsättas för stora påfrestningar under tung bearbetning är det särskilt viktigt att behålla styrkan.